ありがとうございます。

不思議な事にこの2台の嫁ぎ先は神奈川県藤沢市なんです。
ご注文を頂いた日も1日差。
お友達?藤沢市で何かあったのでしょうか??(笑
----------------------------------- Higlasi 2の作り方 更新:20150123
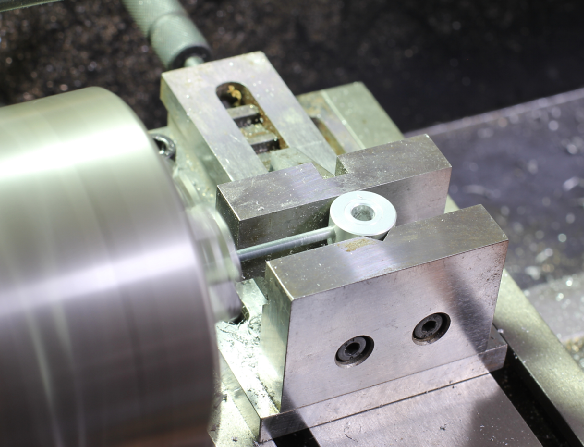
1.雲台座カラーの製作
1-1 φ30mmの真鍮棒を約15mmにカット

1-3 ベアリングとカラーの干渉を防ぐ目的で、接触面に対し0.3mmの凸を付ける

1-4 焼嵌(真鍮の温度は500~700℃くらい?)
余談:この方法にたどり着くまでに、ねじ止め、ねじ込み、圧入、接着・・・と随分寄り道し、お客様にご迷惑をおかけしました。
 |
| シャフトの材質:SUJ2 高周波焼入 Φ10mm |


1-6 Φ18 120deg振分 9mm 深穴
型紙治具でセンタポンチし手動での穴開けなので、現状精度は最悪0.3mmくらいになります。
余談:いずれはこれ(NCフライス)を使いたいのですが・・・。

1-7 M4 タッピング

1-8 シャフトに平面加工(ウォームホイールの固定ネジ用)

 |
| 深さ 0.8 mm |
2-1:20mm 30mmにカット

仕方なく旋盤購入となりました。
当初、バイトの研ぎ方も分からず、初めて使うトルクの無い旋盤は一本突っ切るために10分もかかっていたのですが、今は1分もかかりません、巧くなりました(笑
3.市販ウォームホイール追加工
3-1 φ8 --> φ9.5

3-2 生爪+偏芯±10μm以下でチャッキング

3-3 φ9.5 --> φ10

3-4 シャフトを固定した時、最も偏心量が小さくなる位置に穴あけ、4mmでタッピング

教訓:特に切削工具はケチるな!
3-5 中ぐりでタッピングバリを取ります。

4 底板の追加工
4-1 角部の肉取

4-2 ESエディションの追加工(モーターの逃し)


4-3 識別番号

5 タイミングプーリーの追加工
 |
| ミスミ製 |
5-1 穴開け

5-2 M3タッピング


6-1 ウォームカラーの切出 15mm
余談:これは簡単

6-2 つまみの追加工

7 基板の部品実装
7-1 Higlasi-2A
 |
| 左から裏面、表面、生基板 |

7-3 基板の調整
恒星時モーターの駆動パルス 12.252pps±0.003 を確認。
最大誤差 0.22秒角/分(キングスレート時)
余談:調整が必要だった事はありません。
7-4 LCD基板の加工
 |
| 基板は秋月製 |
(秋月でバックライト付を販売してほしいのですが・・・)
7-5 LCD実装
 |
| バックライト付LCD基板はStrawberry Linux 社製 |
7-6 バックライト素子への配線とコネクタ実装

8 軸受け組立
8-1 ベアリング圧入接着、基板用間座取付

8-2 ウォームホイール取付

8-3 偏心位置の確認

余談:ここの偏心量はバックラッシュとして現れます。
ピリオディックモーションエラー量には影響無いのですが、製品としては気になるところです。バックラッシュのガタは人にもよりますが、繊細な方では10ミクロンあたりから分かります。しかし、このガタを全周にわたり10ミクロン以下に調整する事は現実的ではありません。(所有する旋盤では不可能)30ミクロンもあれば、カタカタ音がし、大丈夫?って感覚になりますが、バックラッシュの角度は200秒角程度です。
仕様は360秒以下ですが、0〜100秒くらいには調整できているハズです。
9 フレーム
9-1 ウォームギヤ取付

9-2 軸受取付
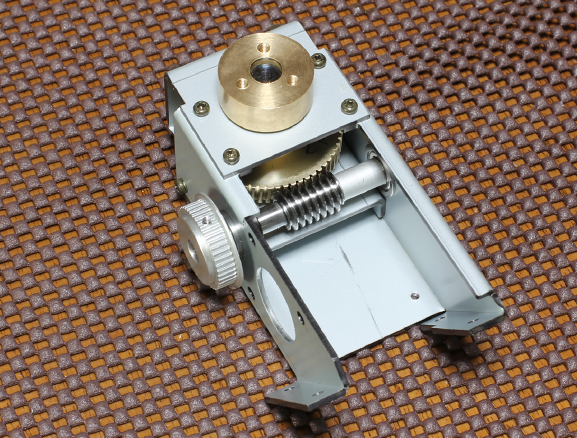
新品のギヤは表面の凹凸が酷く、求める柔らかさでスムーズに回転する事はありません。先ず、硬めで噛み合わせ、グリスをたっぷり付けて数日エージングします。その後の再調整でNGならグリスを変え、さらに数日ゆっくりエージングし、合わせ込み、ピリオディックモーション測定器で性能を確認します。。
8-3で偏心を考慮し固定位置を変えても、回転位置によってバックラッシュ量が変わります。納得がいかない場合は、3-4からやり直します。
懺悔:ピリオディックモーションエラーには直接影響の無い工程ですが、この作業、納得のレベルは変化しております。もう150台以上やってるせいか、当初と比べ、正直、巧くなってます(苦笑
9-3 モーター取付

9-4 補強板、底板、プーリー、タイミングベルト取付

9-5 エージング (時間不定:最低二日間)
余談:妥協?納得できるスムーズな回転が得られるまで9-2に戻ります。
10 ピリオディックモーション検査
10-1 測定装置

10-2 データ解析
 |
| 測定器から吐出されるホイール全周約2500サンプルの生データをグラフ化 Y軸は秒角の近似相対値 |
 |
| ちょっと見やすく |
 |
| Y軸を秒角に |
 |
| 最初の300サンプル |
 |
| 見やすく |
11 ケース底、化粧パネル、光ファイバー取付


12 カバー上、ツマミ、雲台座 取付て・・・できあがり


13 ロットテスト
Higlasi-2は設計上1056000パルスで1回転します。
メカの確認のため、ロットが変わる毎に以下の方法でメカの狂いを確認してます。

3m離れた壁に照射しマークします。
1056000パルスで運転。
マークのズレを測定します。
一応、5mm以内は合格としてますが、ほとんどズレる事はありません。
5mmの根拠は
atan(5/3000) ≒350秒角 1分撮影の誤差は0.24秒角 Higlasiの仕様としては問題無い数値と判断しております。
Higlasi-2に関して、回路図、設計図、部品図等、ほとんど社外秘密はありません。
ソースファイルに関してはパンツの中を覗かれてるみたいで嫌なのですが、PICの開発環境をお持ちの方でしたら、実行ファイルは無償でご提供致します。



2 件のコメント:
ギアの型名が箱に書いてあったので・・・オリジナルマインドという店のサイトで調べたら、このギヤって5000円もするんですね! 高級品でびっくりしました!
kawashima さん こんばんは
もう少し安く仕入れてますが、この部品でほぼ性能が決まります(苦笑
コメントを投稿